直流电机维修更换电枢,整流子大修案例

ABB直流电机
工艺方案:
一、拆机检测:
1、电枢(全部线圈约20cm)烧焦、
击穿铜沫溅出,铁心矽钢片烧熔一个洞。
2、线圈和整流子升高片连接处焦
黑,整流子对地击穿。
二、委方要求:
1、根据原结构标准更换整流子。
2、更换电枢全部绕组,绝缘等
级由级升高到H级。
3、修理周期十五天,保质期贰年。
根据以上情况,对该电机的结构及
材料和工艺作出详细的分析探讨,一致认为该电机线圈采用了国外新工艺,其特点是结构紧凑,绝缘材质高,匝间绝缘层薄,间隙小,槽满率高,氩弧焊接,真空VPI无溶剂浸漆,换向器采用悬挂结构,通风量大,整体工艺严密,制作精良,这些特点决定了必须采用国内外先进的技术和装备才能满足该电机维修工艺条件。
三、整流子修复方案:(参照标准:ZBK23001-89 Z系列中型直流电机技术条件)
1、按换算标准尺寸定购含银1.6%-2.5%银铜梯排、天然云母板、V型云母环。
2、按上述整流子外圆尺寸定制浇钢件内环(线切割6等分扇形瓦块状),锥形外环采用锻打件。
3、将梯排和云母板排成一个园环,用扇形瓦块和锥形外环把换向片紧固,压机压装,达到额定片间压力,经三烘九压工艺,确保整流子无叠片现象。
4、升高片采用合金紫铜板,用专用模具冲压成弧形,并经热处理消除材料应力。
5、梯排与升高片采用中频银铜焊接后,楔入弹性垫块,以减少升高片根部应力,防止升高片在电机运行中因共振疲劳断裂。
6、清理整流子焊接面,用专用模具灌注环氧树酯,烘干成形后,作片间电压380V试验、对地耐压3000V试验、热超速试验。
四、电枢修理方案:(参照标准√B6316-92德国AEG直流电机系列标准)
1、导线采用聚硒亚胺复合薄膜扁铜线。杜邦薄膜,绝缘等级H级,200℃。
2、对地绝缘用聚酰胺纤维和聚酰亚胺薄膜的复合制品,绝缘等级H级,200℃。
3、槽绝缘用双五聚芳(砜)纤维和聚酰亚胺薄膜复合材料(NHN)作衬垫。
4、拉形热压整形后,按标准工艺嵌放均压线及线圈,用专用夹箍收紧。
5、电枢与升高片连接处用气体保护氩弧银铜焊接,测片间压降。
6、电枢线圈进烘房预热后,拆除夹箍,用测力打箍机(拉力100kg)紧箍聚硒亚胺无纬带略。
7、采用MICALASTIC绝缘工艺,VPI真空压力无溶剂浸漆,工作压力0.7MPa真空度40Pa。
8、烘焙采用真空热风循环旋转设备(VDH)系列全自动监控系统。
9、电枢整流子精车、下刻、倒角,校正动平衡,达0.1极。
五、总装试验:(参照标准:GBl311·89直流电机试验方法)
 |
 |
| 整流子电枢铁体,取出V形环 | |
 |
 |
| 更换电枢升高片 | 将整流子上铣床铣槽 |
 |
 |
| 采用氩气保护氩弧焊工艺焊接升高片坚固不易开焊 | 采用自制的打箍机对电枢端部打环氧无纬带进行紧固 |
 |
 |
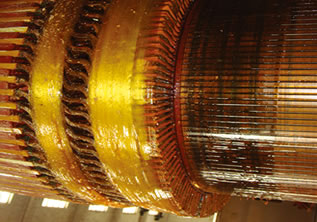
| 经真空浸漆和干燥湿后的电枢机 | 换向器升高片采用陏性气体保护的亚弧焊接 |
| 公司名称: | 湘潭电机修理厂(湘潭电机维修中心) |
| 联 系 人: | 胡经理 |
| 联系电话: | 0731-58626841 |
| 手 机: | 13367420761 |
| 公司邮箱: | 2547364023@QQ.COM |
| 公司网址: | http://www.13367420761.com/ |

